


#001
“We want to break the limits of our conventional production method using multiple manual-type machines over the years.”
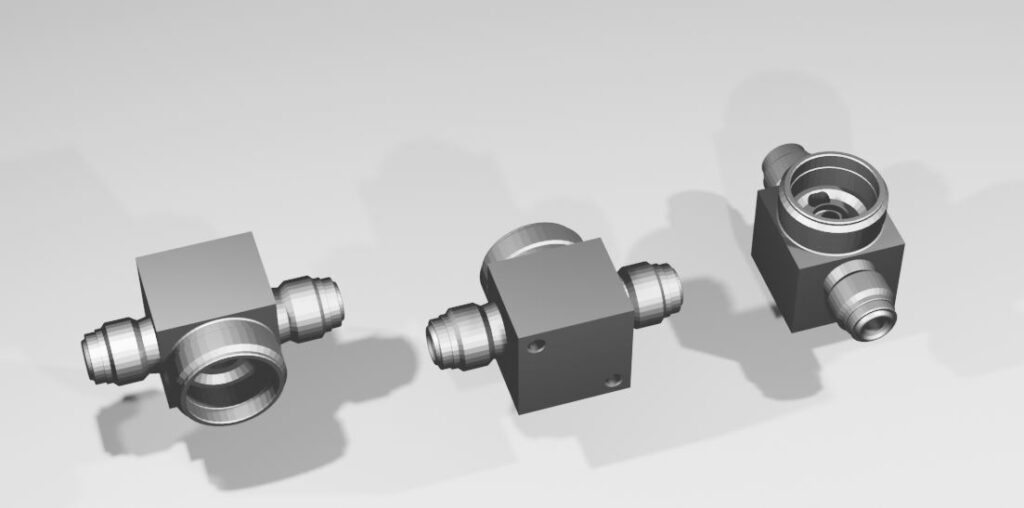
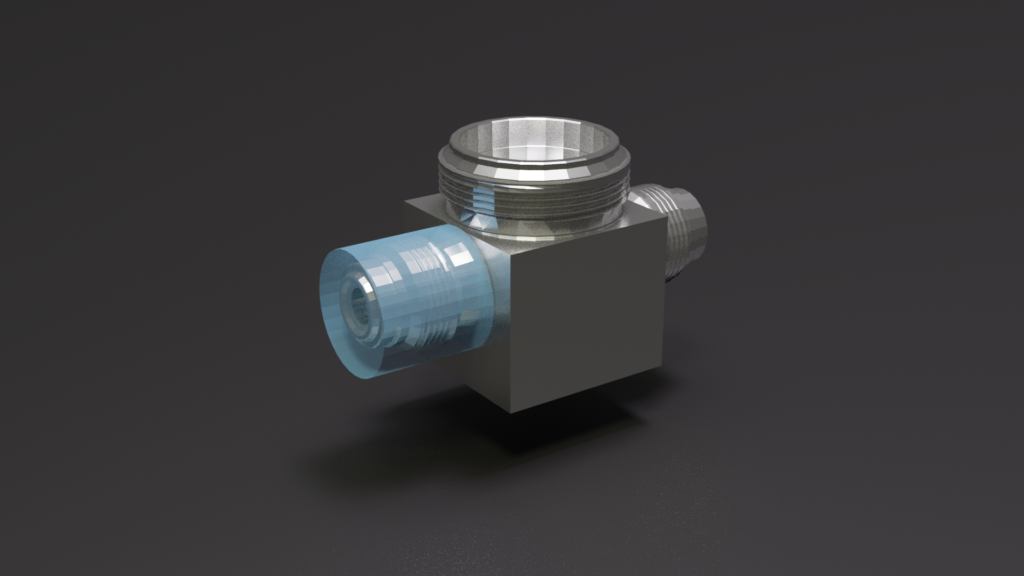
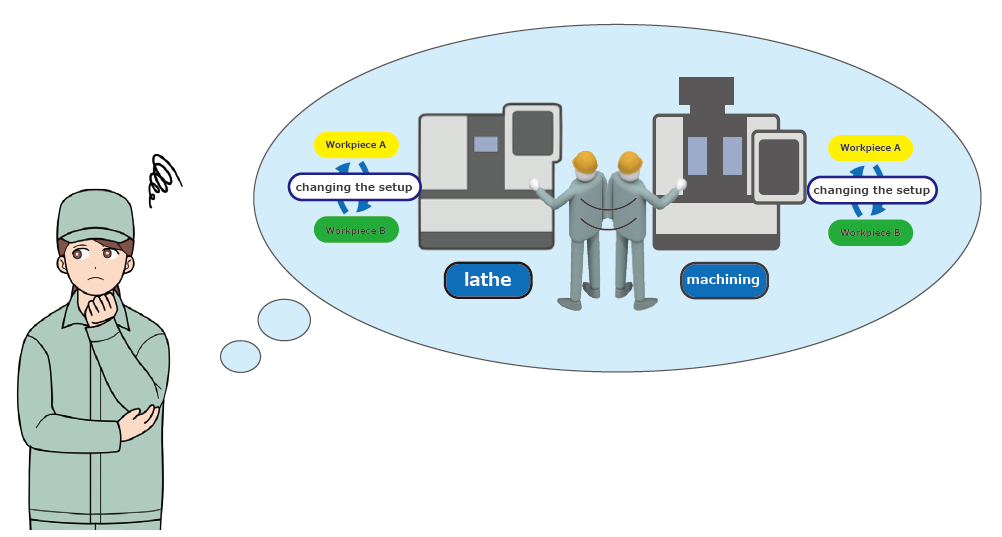
The customer who consulted with us this time to solve the above challenge had been machining unsymmetric work pieces with manual type machine tools, facing the following three issues.
1.It was difficult to reduce manufacturing costs because three operators were required for operating five units of machine tools, including lathes and machining center.
2.Since dimensional control relied on the operator’s skill, the operators had to be trained enough to ensure the dimensional quality. But it takes a long time for them to acquire the skills.
3.In addition, it was also difficult to secure the necessary number of operators, leading to heavy dependence on foreign trainees and making the customer feel a sense of crisis.

For many years, the customer had performed production by using five processes for one machining center, three lathes, and one drilling machine with two or three operators.
Under such a circumstance, the customer decided to take on the challenge of automating the production process in order to solve the above-mentioned issues and increase productivity.
We carefully listened to the customer about those issues one by one, made various proposals through trial and error to solve them, and finally came up with a solution that has realized automatic production of difficult-to-handle, unsymmetric work pieces.
💡Our Proposals💡
(1) Alteration of the Customer’s Machining Standard
For automatization of the conventional production system, it was necessary to eliminate the “spacer jigs” that were used in the manual machine operations to meet the customer’s conventional reference point. Instead, we proposed a new process and chucking system.
At the same time, in order to realize the automation, we asked the customer to tackle a difficult task of changing their machining standard.
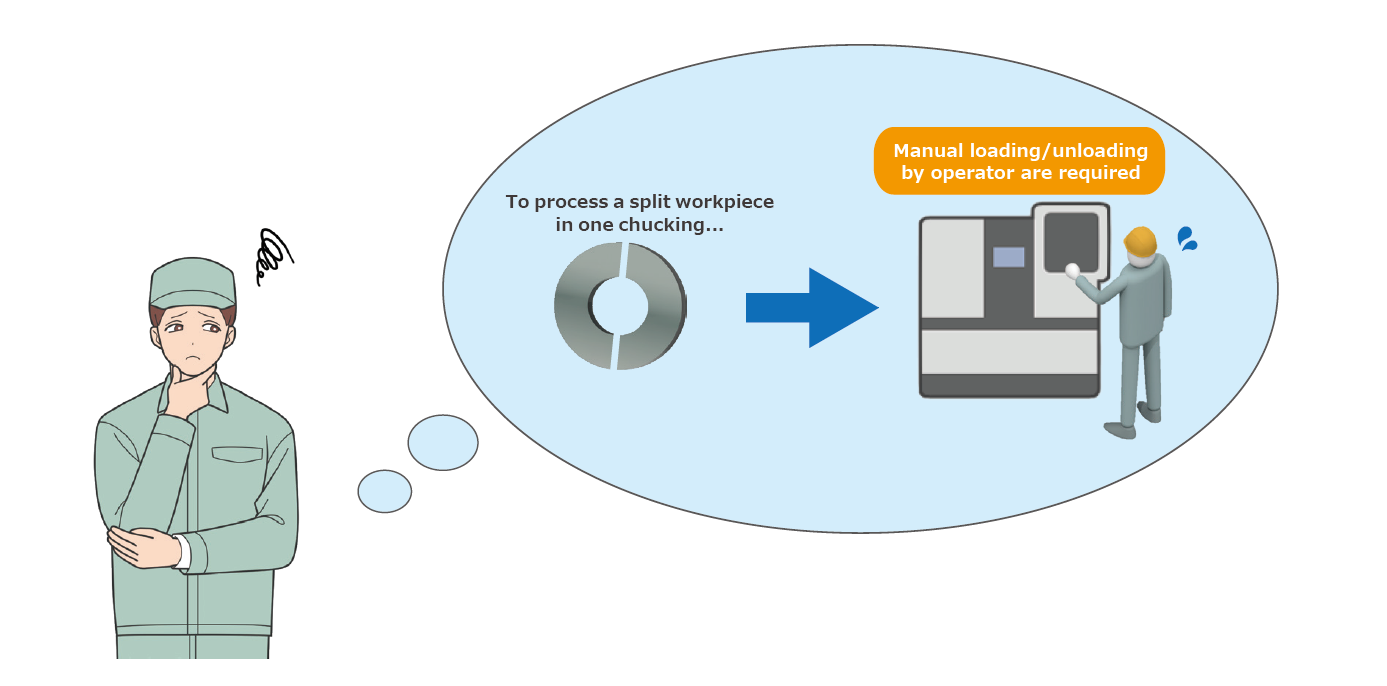
(2) Automatization by using a gantry loader
The automatization has been achieved by making full use of 2-jaw loader chucks and 4-jaw spindle chucks for fully automatic loading and unloading of workpieces, which had been done by the operators manually.
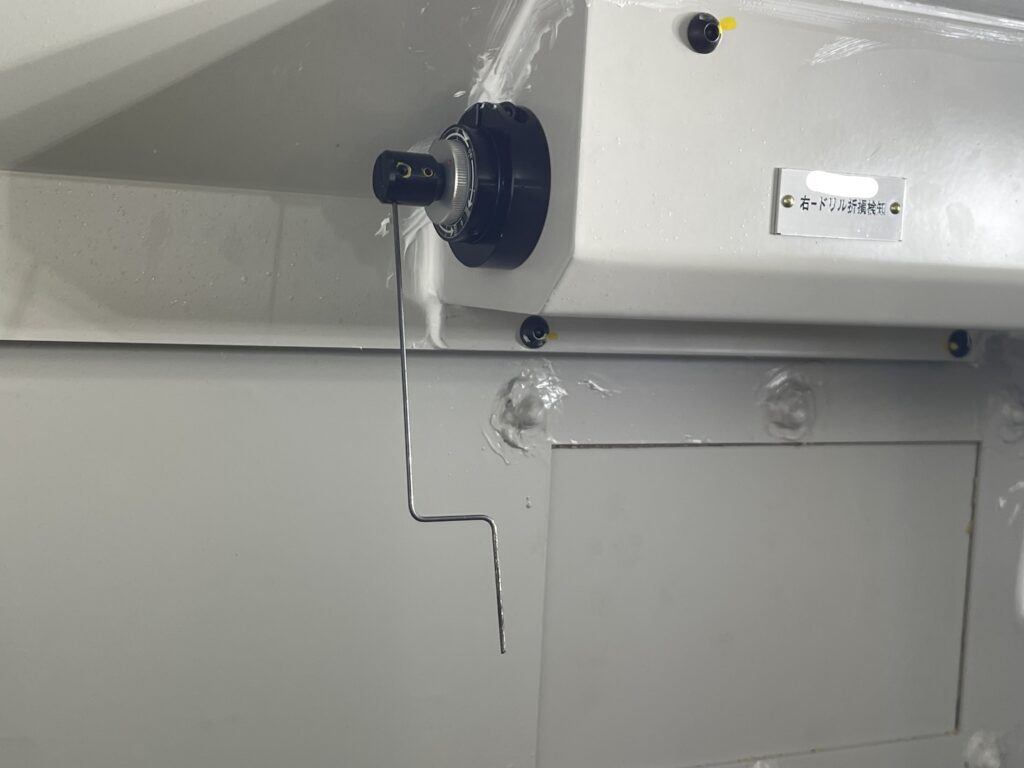
(3) Incorporation of a tool breakage detection function
In order to ensure the consistent quality equivalent to the conventional production line level even after the automatization, we have installed a tool breakage detection function, which automatically detects breakage of cutting tools.
As a result, it has become possible to prevent machine down time or outflow of defective parts to the subsequent process due to broken tools.

In the past, different machines were used to cut different machining points on parts, so the operator had to handle multiple machines during production.
For that reason, there was a problem that a lot of work-in-process parts to be produced.
Moreover, it became increasingly difficult to secure skilled operators who can handle multiple machines, leading to a growing need for a production line that allows for reduction of the number of operators.
Therefore, we proposed an automated system based on a “multi-tasking machine” and “PPG(post process gauging), etc.”, that has finally solved the above-mentioned problems.
✨Automation
(1) All the operator has to do is the material setting at the loading port.
Since workpieces are automatically transferred by the gantry loader, the operator’s work is limited to the material supply, resulting in drastic reduction of man-hours.

(2) Reduced work-in-process has simplified the quality and production control.
The process integration based on the Multi-tasking Machine and the automated measuring system, linked with the gantry loader, have minimized the possibility of human errors, allowing for simplifying quality and production management.
(3) Unattended operations during rest time have further increased productivity.
Unattended operations performed during rest time have actually brought about the extension of operating hours. As a result, in addition to the above-mentioned effects, it has become possible to increase the production output by 25% compared to the past.
We are determined to work seriously on the customer’s issues, propose various ideas, and clear the hurdles in cooperation with the customer.
All images are posted with the consent of the customer.
Unauthorized reproduction is prohibited.

❄Season’s Greetings❄
Dec 26, 2024
#20 Improving a production line where manual operation was thought to be necessary!
This is an example of Muratec’s unique technological approach with wide-ranging design experts!
Dec 26, 2024
#19 Simultaneously producing two types of large workpieces with a single machine!
This is a proposal that only Muratec can offer, with a wide variety of loader cycles.
Sep 30, 2024

Opposed Twin-Spindle CNC Turning Centers dedicated to Bar Work,
Models MT1051, MT1065 and MT1065EX
Jul 10, 2024

【New Product】Front Single-Spindle CNC Turning Center 「MSR60」
Apr 17, 2024
❄Season’s Greetings❄
Dec 26, 2024
#20 Improving a production line where manual operation was thought to be necessary!
This is an example of Muratec’s unique technological approach with wide-ranging design experts!
Dec 26, 2024
#19 Simultaneously producing two types of large workpieces with a single machine!
This is a proposal that only Muratec can offer, with a wide variety of loader cycles.
Sep 30, 2024
| Company Name |
Murata Machinery, Ltd. Japanese Name : Murata Kikai Kabushiki Kaisha |
|---|---|
| Established | July 1935 |
| Main office | 136, Takeda-Mukaishiro-cho, Fushimi-ku, Kyoto 612-8418 Japan |
| Branch office (Japan) | Tokyo, Osaka, Nagoya |
| Factories (Japan) | Inuyama, Kaga, Ryuo, Oita, Ise, Gifu |
| President | Daisuke Murata |
| Products |
Textile Machinery, Machine Tools, Sheet Metal Machinery, Automated Systems, Clean FA Systems, Communication Equipment |
| Capital | JPY 900 million |
| Sales |
Consolidated: 391,800 million yen Non-Consolidated: 304,300 million yen (as of March 31, 2022) |
| Employees | 3700 [Group; 8100 ](as of April, 2022) |

